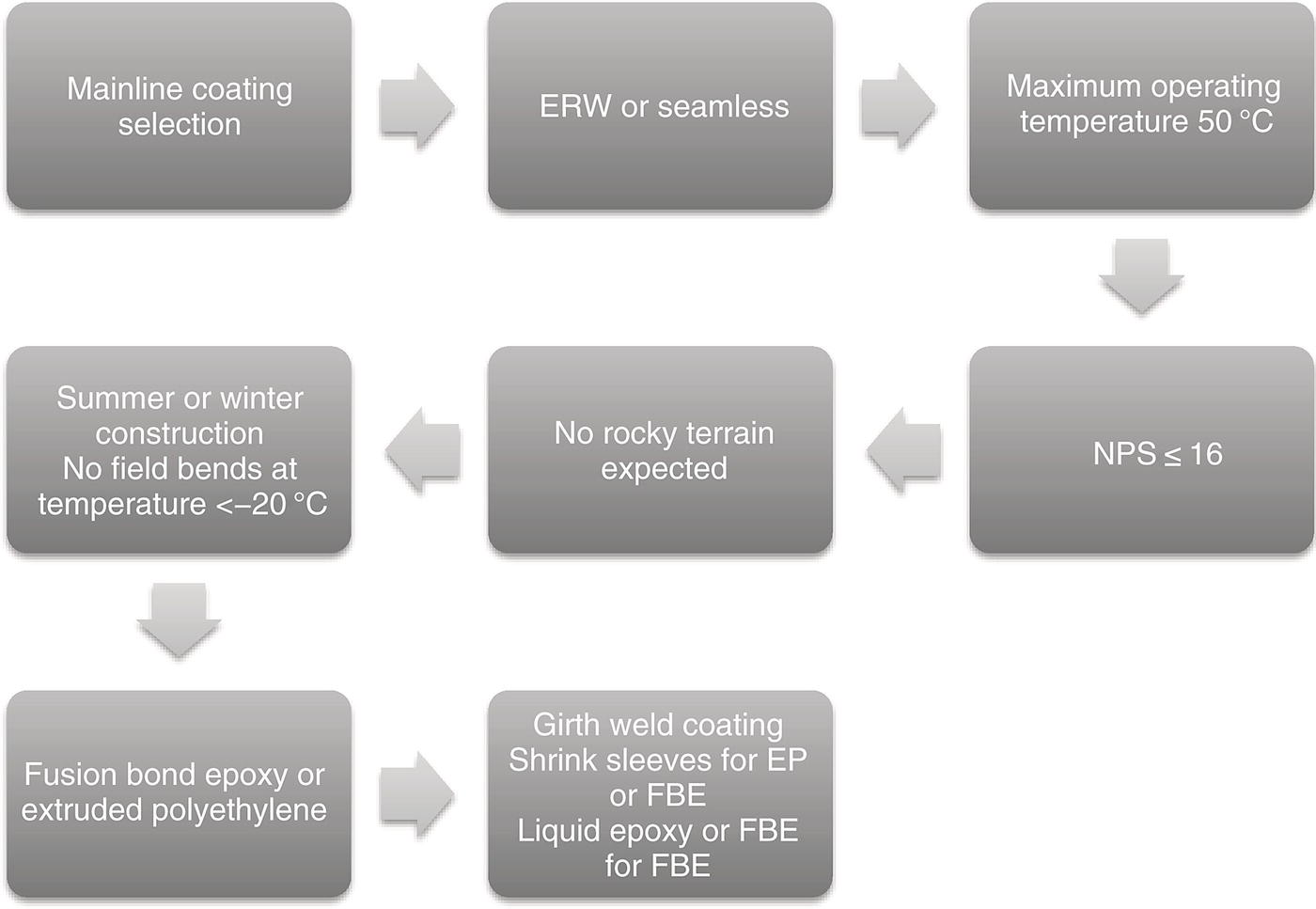
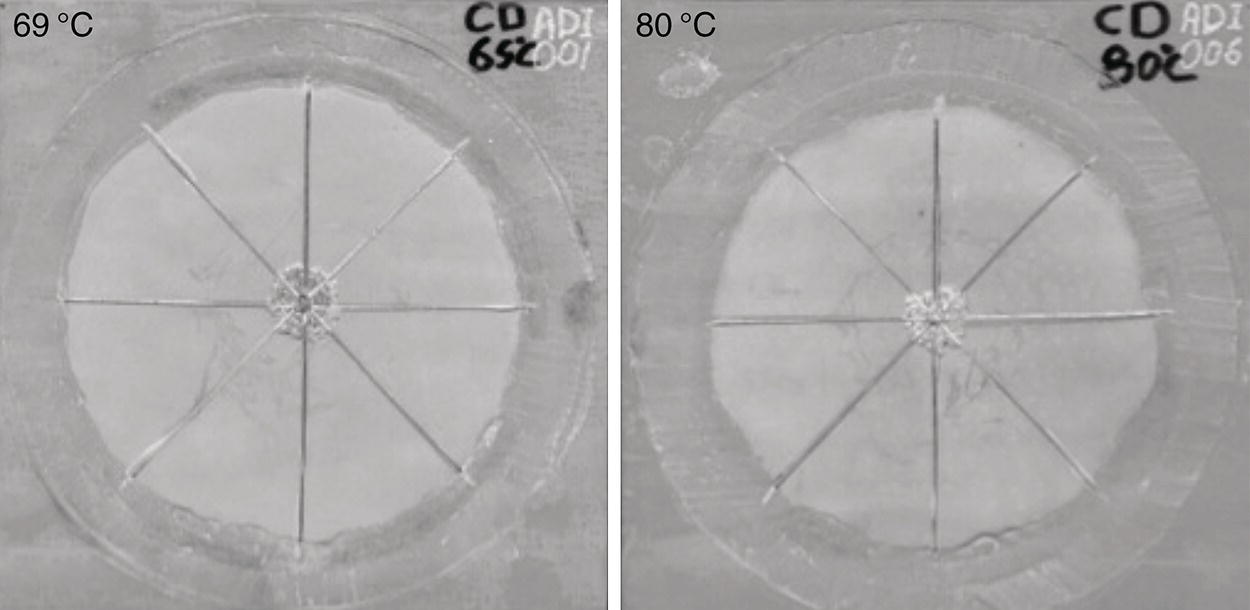
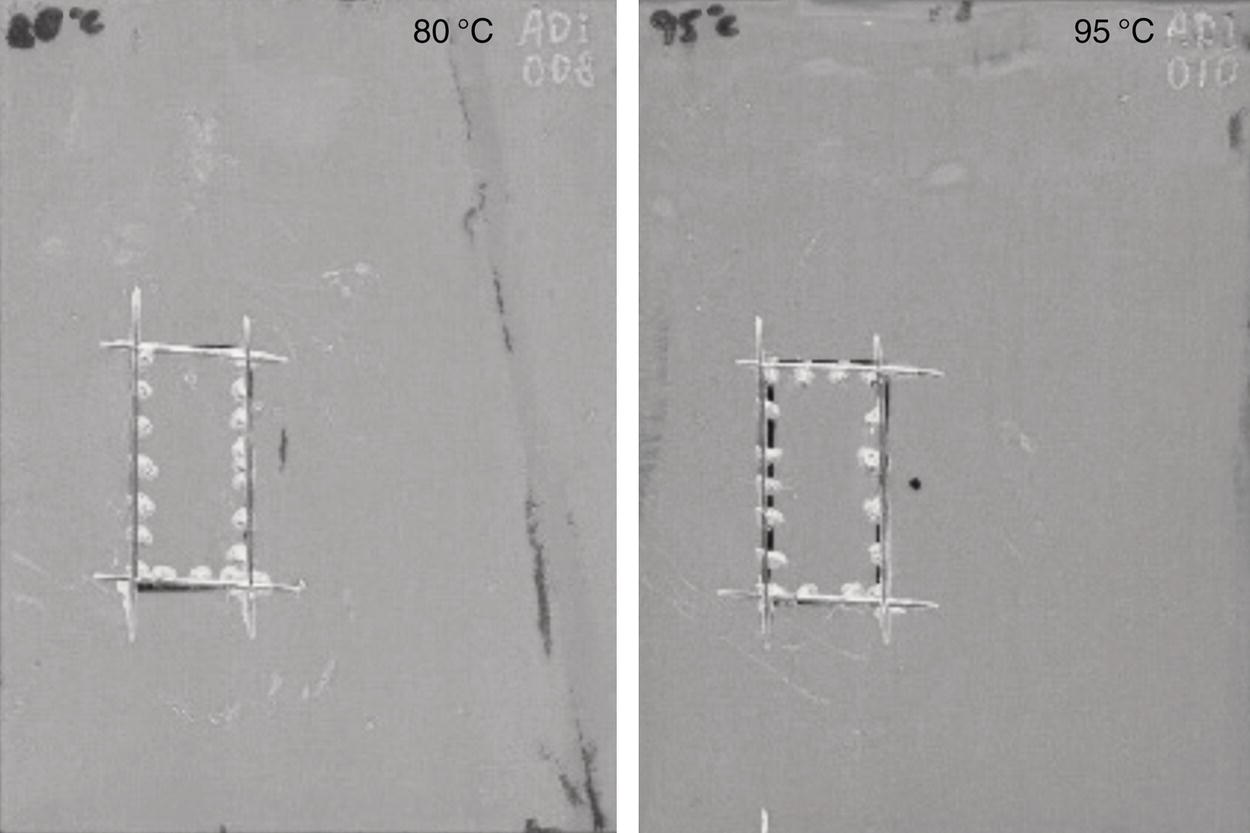
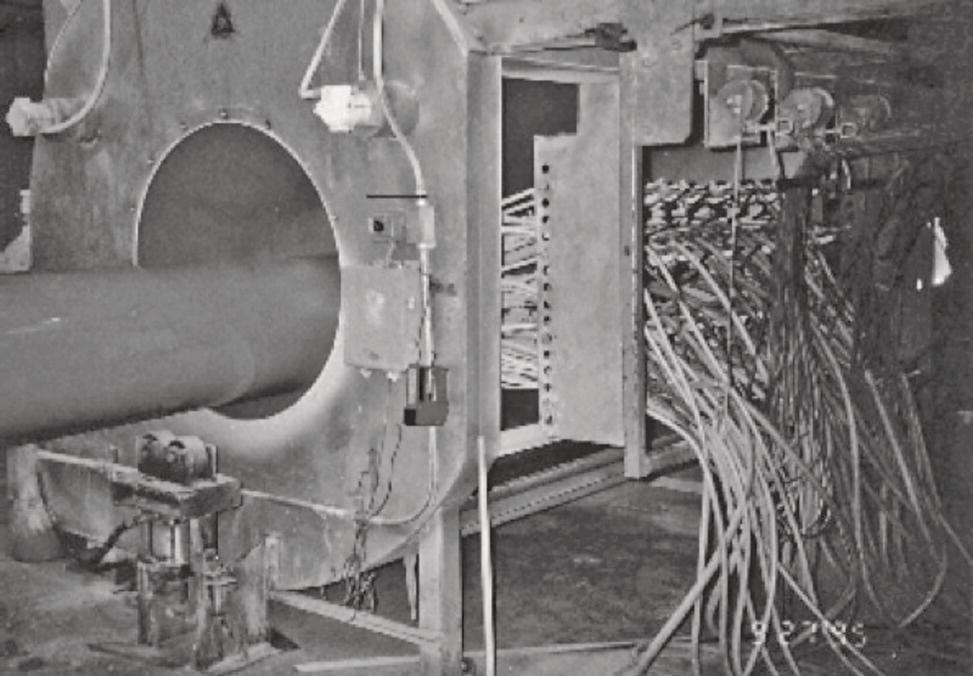
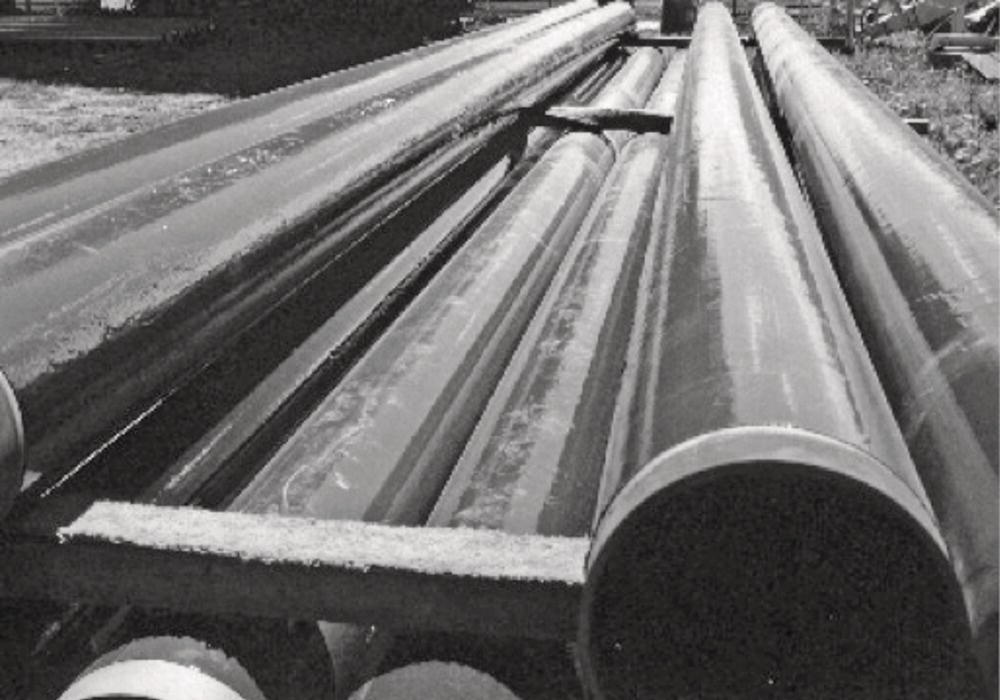
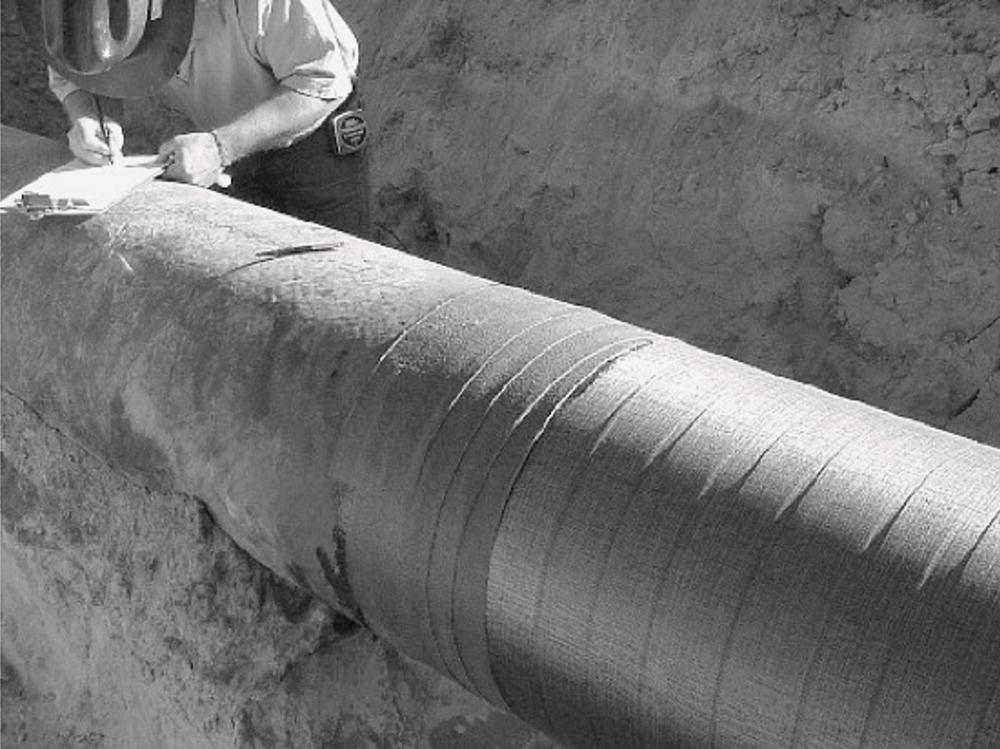
Doug Waslen Pipeline Protech 2023 Ltd., Edmonton, Alberta, Canada Pipeline coatings are critical to the long-term reliability of pipelines. External corrosion prevention coatings will be discussed in this chapter. The history of pipeline coatings, modern high-performance coatings, coating properties and performance, coating selection, and application techniques will be presented. Pipeline coatings are the first line of defense against soil side corrosion, which means that proper selection and quality application are key to pipeline integrity. Where coatings become damaged or degraded, cathodic protection can (usually) minimize corrosion at these sites. Pipeline coatings are primarily designed to isolate the pipeline from the soil (electrolyte). This isolation is achieved by the coating acting as a dielectric and moisture barrier. The more effective the isolation, the less opportunity for corrosion and less cathodic protection current is required. Pipeline coatings have been used since the 1940s and have seen many evolutions in terms of formulation and application. Early on, wax tapes and hot applied asphalt and coal tar coatings were applied “over the ditch.” Asphalt and coal tar were often applied by bucket and hand and sometimes covered with asbestos or fiberglass wrap. Field-applied tape coatings evolved in the 1950s and 1960s and were anticipated to be a step change in technology for corrosion prevention; however, years later their degradation has become one of the biggest challenges for continued safe pipeline operation due to under film corrosion. Nevertheless, tape coatings did eliminate the health hazards associated with the application of coal tar and asphalt. Plant-applied coatings became commonplace in the early 1970s with extruded polyethylene and fusion bond epoxy (FBE) powder coatings obsoleting most field-applied coating (with the exception of girth welds). These coatings remain state of the art and are considered high performance by many standard associations. Multilayer and composite coatings combine epoxy and polyethylene (extruded or powdered) technologies resulting in a high-performance system that enhances the mechanical damage limitations associated with FBE. Higher applied costs accompany these multilayer and composite coatings but that is often balanced by better mechanical properties and lower cathodic protection demand. Figure 64.1 shows the timeline of coating development. Coating performance is achieved by matching coating properties to assessed needs, identifying applicable industry standards, documenting application requirements, and ensuring quality assurance in application. Each pipeline project is unique, and the coating requirements should be evaluated individually for each project. Pipeline diameter/long seam type, construction and operating temperature, soil conditions, project economics, and coating product availability all contribute to coating selection. Generally, pipes less than nominal pipe size (NPS 16) (sometimes <NPS 24) are electric resistance welded or seamless and provide the most alternatives for plant coatings due to the lack of a raised weld seam. Raised long seams associated with larger pipes have historically prohibited the use of extruded coatings as they tend not to conform to the sharp long seam weld contour and may result in a conduit for water to migrate under the coating. Typically, hard film coatings such as FBE, liquid epoxy, or liquid urethanes conform well to raised welds, and therefore, multilayer coating systems that use epoxy primers reduce the risk of this scenario. Figure 64.1 Pipeline coating historical timeline. The ambient temperature during construction needs to be considered. Low temperatures may High surface temperatures due to ultraviolet (UV) heating can Maximum pipeline operating temperatures must never exceed coating temperature rating. It is best practice to select coatings that have temperature ratings 5–10 °C above the maximum operating temperature. Coating degradation due to temperature is a function of time at temperature; so long-term small exceedances may be just as detrimental as short-term large exceedances. Soil conditions must be considered as they can cause significant coating damage due to penetration, impact, and soil stress. Coating impact and penetration resistance at various temperatures are commonly reported by the manufacturer on data sheets or can be determined in the laboratory. Soil stress resistance is more difficult to assess; however, there are laboratory shear tests that can be used to compare coatings. Generally, clay soils can impart high shear force on the coating, and therefore, hard film coatings (FBE, liquid epoxy, etc.) are preferred. Soft mastic backed coatings can wrinkle and disbond as a result of high soil stress. Consideration should be given to several coating alternatives that meet the project requirements. Higher integrity coatings generally have a higher initial cost but have lower repair rates during construction, lower cathodic protection demand, and somewhat longer service life. However, quantifying the economic benefit of higher performance can be subjective. Typically, coating cost is a relatively small portion of the project cost, and pipeline economic lives are 30–50 years so higher performance coatings can often be justified. High-performance coatings such as extruded polyethylene, FBE, multilayer, and composite coatings are widely available in North America. Depending on the location and the unique demands of the project, specialty coatings may only be available from certain applicators. Often, pipe coating applicators are located nearby the pipe manufacturer, and therefore, it may be possible to reduce transportation costs by utilizing local relationships. Prequalifying the coating applicator is recommended to verify the plant capability and quality. Figure 64.2 Simplified coating selection. A simple example of the coating selection process is provided in Figure 64.2. Coatings must resist the application of cathodic protection. Unfortunately during service, cathodic protection creates strain on the coating at defect locations. Cathodic protection is necessary at these locations to prevent external corrosion. Therefore, the resistance of the coating to disbondment from cathodic protection can be an indicator of the life span. Common American Society for Testing and Materials (ASTM) and Canadian Standards Association (CSA) test methods can be used to compare the disbondment resistance of various coatings (ASTM G95-07, CSA Z245.20). Keep in mind, however, that the test parameters are orders of magnitude more severe than in-service conditions. Cathodic disbondment tests can be used for qualification and quality assurance testing during coating application. Examples of cathodic disbondments are shown in Figure 64.3. As a method to compare coating performance, adhesion tests can be utilized. Hot water soak, peel, pull-off, and bend tests are commonly used (ASTM D4541, CSA Z245.20). Water soak is simply an immersion test with preexisting coating defects to observe loss of adhesion. Peel tests can be used to determine relative adhesive strength for coatings, such as extruded polyethylene and tape. Pull-off tests make dry adhesion comparison simple; however, many pipe coatings have adhesion strength greater than the test maximum. Bend tests determine the flexibility of the coating at various temperatures but also indicate the adhesion strength. Water soak adhesion tests (Figure 64.4) are often used for coating qualification and application quality assurance. Figure 64.3 Cathodic disbondment panel—after test. Figure 64.4 Adhesion water soak panel—after test. Adhesion tests can also be used to evaluate the compatibility between the mainline coating, girth weld, and assembly and repair coatings. During pipeline construction, the pipeline is field bent to contour to the ground surface to maintain constant depth of cover. Coatings have bend limitations (degree of bend over a length of pipe) and become more restrictive as ambient temperature decreases. Laboratory tests can be conducted to determine the failure point of the coating at various temperatures and bend angles (CSA Z245.20). Electrochemical impedance spectroscopy can be used to determine the rate of deterioration of a coating subjected to a stress and can also be used to compare the rate of deterioration of several coatings [1]. The test involves the application of an AC current to the sample and measures resistance and capacitance of the coating. These properties help evaluate the aging rate of the coating. Aged coating from pipeline failures or cutouts can be assessed and compared to new coating results to estimate degradation as a function of time. Several test methods should be used to estimate the temperature limits for the coating. Impact tests at cold temperatures can identify limitations for handling and construction. Hot water adhesion and high-temperature cathodic disbondment tests can be conducted at various temperatures to identify a relative limit for operating temperature (ASTM G95-07, CSA Z245.20). As mentioned, any temperature limitation of the coating should exceed the maximum pipeline operating temperature by at least 5 °C. Consideration should also be given to future operational conditions that may result in increased temperatures (new product shipments, etc.). Temperature effects associated with UV heating of the coating during construction should be considered. The coating must withstand damage associated with handling and installation. This may include The challenge associated with assessing damage resistance lies in establishing a criterion. Typically, several coatings are evaluated and acceptance is based on a “reasonable” criterion that provides the design engineer with a few choices to select from. Some test methods (i.e., CSA Z245.20) have impact criteria established based on practical limits. However, these limits may not be appropriate for all situations. Abrasion resistance of various coatings can be compared using a standard test like Taber Abrasion (ASTM D4060). Penetration resistance can be determined by measuring the degree of penetration of the coating during 48-h static loading (CSA Z245.20). Hardness can be measured using any of the standard hardness methods. Typically for hard film coatings, the Shore D scale is utilized (ASTM D2240). Hardness is typically used to evaluate the degree of cure of liquid coatings. Simple fingernail impression practices can be used to assess cure of field-applied liquid coatings. Sequential laboratory tests should be conducted to determine the cure curve for various preheat and ambient application temperatures. This will ensure that the correct preheat is chosen for the ambient temperatures on the day of application. Dielectric tests can be used to compare the coating resistance to electrical current (ASTM D149). This property indicates the ability of the coating to isolate the pipe from the environment; the higher the dielectric resistance, the better the isolation. For high-resistance coatings, effective cathodic protection may be difficult to achieve if the coating becomes disbonded. Today, there is guidance provided by standard associations for the application of pipeline coatings; however, there is little guidance for coating selection. CSA Z662:23 provides some guidance for performance testing of coatings based on desired properties. These standards should be consulted to ensure compliance (where necessary) and to guide application requirements. For application requirements, NACE,1 CSA, and ISO have many industry-accepted standards for the specification, application, and inspection of coatings (CSA Z245.20/21, NACE RP0394). A written performance-based application specification should be developed prior to request for proposal, likely during the engineering design stage. The application specification should be performance based, meaning that it should refer to the applicator’s specification where necessary, but should specify desired end results. For example, the specification should include the following: Assuring quality during application is actually the responsibility of the applicator; however, the owner’s application specification should identify any additional inspections, tests, or checks that the applicator shall perform and documentation requirements. The applicator’s quality and test plan should be reviewed prior to application and accepted or modified as necessary. As a further requirement, a third-party audit requirement can be specified to ensure that the applicator is performing the necessary checks. If the owner has not used the applicator previously, it is recommended that the application mill be inspected and qualified prior to use. Also, if the coating has not been used previously or if there have been coating formulation changes, the coating should undergo qualification testing using laboratory-prepared panels and/or application samples. Field-applied coating selection and application (Figure 64.5) must be considered along with the mainline plant-applied coating to ensure compatibility with the parent coating, to identify application constraints (temperature, humidity, surface preparation, etc.), and to ensure worker training and qualifications. Field-applied coatings are subject to the most application variables, and therefore, require the utmost care and attention. Most coating failures (up to 80%) are due to improper application and not the fault of the coating itself. Surface preparation errors, lack of worker training, and improper raw material storage are the most often causes of coating failure. Similar to the plant-applied coatings, the rigor of selection applies; however, more prescriptive application specifications, inspection, and worker training are required. Guidance for the qualification of field-applied coatings including applicator competency is provided by CSA Z245.30. Typically, the coating supplier or manufacturer can provide on-site application training for the pipeline construction company or ideally a separate coating applicator can be contracted. The coating supplier can certify the workers trained and only those certified shall be permitted to apply the coating. Figure 64.5 Field spray epoxy—rehabilitation excavation. Documentation of the products applied, the atmospheric conditions, the worker’s name, date, and so on is required, just as it is during pipe joining/welding, to ensure traceability should integrity problems surface during operation. High-performance coatings include extruded olefins, powder epoxy coatings, liquid epoxy, liquid urethane coatings, and many other specialty coatings. Girth weld and assembly coatings include petrolatum products, liquid epoxy/urethane, mastic tapes, two- and three-layer heat shrinkable sleeves, and powder epoxy. FBE is a plant- or field-applied coating that is applied in powder form at very high application temperatures (>225 °C). The coating cures almost immediately and generally conforms well to raised welds (long seam and girth welds). It is usually applied to a minimum thickness of 12 mils (300 μm) unless it is used as a primer coat as a part of a multilayer system. New construction of a pipeline with FBE coating is illustrated, before backfilling, in Figure 64.6. FBE can be sensitive to surface cleanliness, and therefore, acid washing and testing for salt contamination are conducted prior to application. A strong process and quality management are critical to successful performance. A typical booth of the type used for in-plant application of FBE coatings is shown in Figure 64.7. FBE is fairly susceptible to handling and construction damage; however, it is very resistant to disbondment from cathodic protection and penetration damage. It can be applied in a shop to induction bends and piping assemblies. FBE is the only coating that does not inhibit effective cathodic protection transmission. It is often referred to as a fail-safe coating meaning that even when it disbonds, corrosion processes remain controlled by cathodic protection. There are some formulations of fusion bond powder that have enhanced abrasion and impact resistance. Typically, these powders are applied in a dual-layer system over conventional FBE. Figure 64.6 Fusion bond epoxy—new construction prior to backfill. Figure 64.7 Fusion bond epoxy powder booth—plant application. Extruded coatings include various olefins, typically polyethylene and polypropylene. They can be applied over an extruded adhesive or over liquid or FBE primer with an interlayer adhesive (multilayer). Adhesive and jacket thickness and uniformity are key to performance. Extruded coatings have high resistance to soil stress, impact, and penetration damage and good resistance to cathodic protection. It provides an excellent moisture barrier and high dielectric strength. A pipe with extruded polyethylene coating is illustrated in Figure 64.8. Figure 64.8 Extruded polyethylene coating—plant applied. (With permission of Shawcor Ltd.) Figure 64.9 Liquid epoxy shop applied for directional drill. A pipe with shop-applied liquid epoxy coating is illustrated in Figure 64.9. Liquid coatings are often used for abrasion resistance either on their own or as an overcoat on FBE, typically. They can also be shop spray applied for coating of piping assemblies, valves, and field applied to girth welds. These coatings are highly resistant to impact and abrasion and commonly used in directionally drilled crossings and for pipelines in rocky backfill. Liquid coatings can be sensitive to surface preparation, and therefore, the surface must be free of oil, grease, salts, and so on. Solvent washing should be used to ensure cleanliness. Minimum surface profile of 3 mils (76 μm) is typically required to ensure optimum performance. Coating thickness ranges from 20 mils (500 μm) to 60 mils (1500 μm) depending on the purpose. Composite coatings differ from multilayer coatings in that they are applied in powder form that results in an integrated film, which is not dependent on an adhesive layer. The most common composite coating comprises a fusion bond powder primer, a powder interlayer followed by a powdered polyethylene topcoat. This type of coating has little potential for under film corrosion because the cohesive bond between components exceeds the adhesive bond to the pipe surface. These coatings are extremely resistance to all forces, including mechanical damage, and have high dielectric strength. As mentioned, it is much more difficult to achieve quality application in the field; therefore, modern pipeline construction techniques aim to limit the amount of field-applied coating. Generally, coatings on girth welds represent the majority of field-applied coatings. The best practice is to match the girth weld coating to the parent coating. For example, if the parent coating is epoxy, then the girth weld coating should be epoxy. Or if the parent coating is polyethylene, the girth weld coating should be a polyethylene shrink sleeve. Shrink sleeves are applied to an ambient surface and heated using a torch or induction heater to shrink the sleeve to the pipe surface and are often rolled to ensure thorough bond. Epoxy coatings can be applied to an ambient surface if the necessary cure temperature can be maintained. Often, the pipe surface is preheated to accelerate cure (to speed the time to backfill) or to achieve the necessary surface temperature during cure (during cold temperatures). Field application of a liquid epoxy coating is illustrated in Figure 64.10. Figure 64.10 Liquid epoxy field application for girth welds. Specialty coatings include those designed for temperature extremes, irregular shapes, and unique application conditions (i.e., wet surface). Liquid epoxy and urethane coatings typically require application temperatures above 10 °C for the duration of the cure otherwise their properties are significantly compromised. Often during pipeline construction and maintenance, coatings need to be applied at temperatures as cold as −30 °C. Vinyl ester-based coatings can be applied at temperatures as low as −20 °C. Overall, these coatings have slightly lower performance compared to conventional epoxies so they should only be used when necessary. Alternative approaches include hoarding and heating the ditch and pipe to allow conventional coatings to be applied in a controlled environment. Figure 64.11 Petrolatum tape coating shop applied to valve. Irregular shapes such as valves, fittings, flanges, and induction bends can create coating challenges. If shop coating these components using liquid coatings is not available, field-applied petrolatum coatings, hand-applied liquid coatings, or some tape-style coatings can be considered because of their ease of application and conformability. Trial application is recommended to ensure user-friendly application and to achieve the desired conformability. A petrolatum tape coating shop applied to a valve is shown in Figure 64.11. Most coatings have maximum operating temperatures between 45 and 80 °C. High-temperature tapes, epoxies, and polypropylene can withstand temperatures up to 110 °C. Pipeline design temperatures are sometimes higher than this for service such as hot bitumen pipelines, sometimes as high as 150 °C. Specialty FBEs have dry service rating as high as 150 °C. A dry service rating means that the corrosion coating must be isolated from the environment. Typically, high-temperature pipelines are insulated (polyurethane foam) to maintain flow temperatures and also to lessen the thermal gradient in the soil. Furthermore, the foam is covered with polyethylene or polypropylene to protect it from degradation due to water exposure and ingress. Sometimes it is necessary to apply coating to a wet substrate either due to groundwater or humidity. Petrolatum products can be used on a wet surface because they displace water as they are applied. Some rigid wrap products and epoxies can be applied underwater. Most pipelines undergo continuous integrity management programs that inspect and repair the pipeline to ensure safe reliable long-term operation. These integrity programs involve excavation, coating removal, steel inspection, repair (if necessary), and recoating. It is critical that the new coating is properly selected and applied to ensure that there is not a need to re-excavate the area in the future as a result of on-going corrosion. Furthermore, the workers must be trained in the proper application and limitations of the repair/rehabilitation coating(s). Several coatings may be required to achieve good results. For example, if the existing coating is coal tar enamel, a transition coating should be considered that would bond to the repair coating as well as the existing coating (see Figure 64.12). Figure 64.12 Tape coating during integrity excavation—note petrolatum coating as a transition to original coating.
64
External Coatings
64.1 Introduction and Background
64.2 Coating Performance
64.2.1 Needs Assessment
64.2.1.1 Pipe Diameter/Long Seam Type

64.2.1.2 Construction/Operating Temperatures
64.2.1.3 Soil Conditions
64.2.1.4 Project Economics
64.2.1.5 Product Availability
64.3 Product Testing
64.3.1 Cathodic Disbondment Resistance
64.3.2 Adhesion
64.3.3 Flexibility
64.3.4 Aging
64.3.5 Temperature Rating
64.3.6 Damage Resistance
64.3.7 Cure
64.3.8 Electrical Isolation
64.4 Standards and Application Specification
64.4.1 Quality Assurance
64.5 Field-Applied Coatings

64.6 Coating Types and Application
64.6.1 Fusion Bond Epoxy

64.6.2 Extruded Olefins

64.6.3 Liquid Epoxy and Urethane
64.6.4 Composite Coatings
64.6.5 Girth Weld Coatings

64.6.6 Specialty Coatings

64.6.7 Repair Coatings
Reference
Note