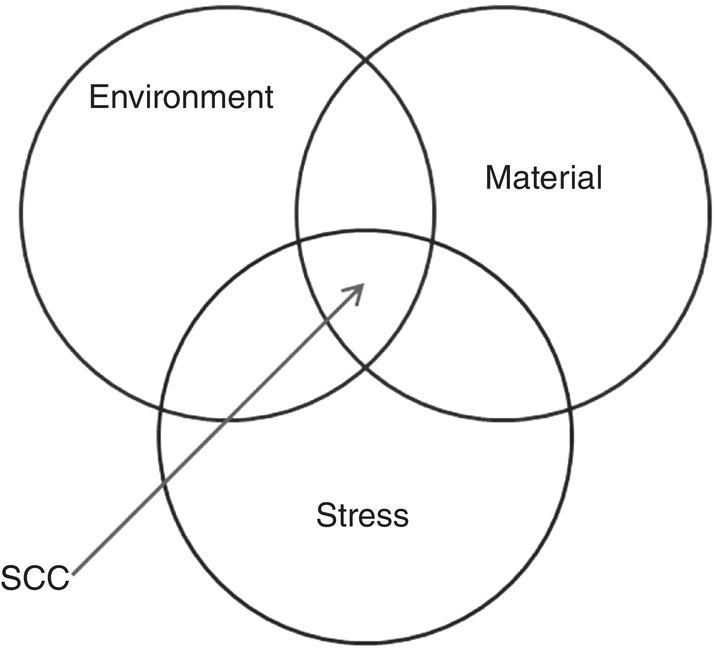
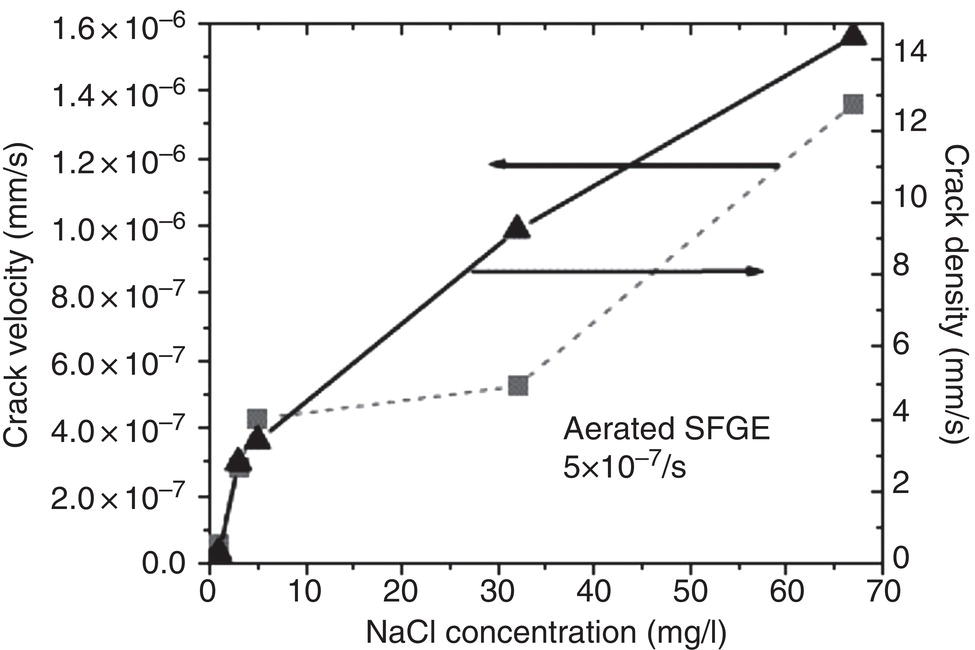
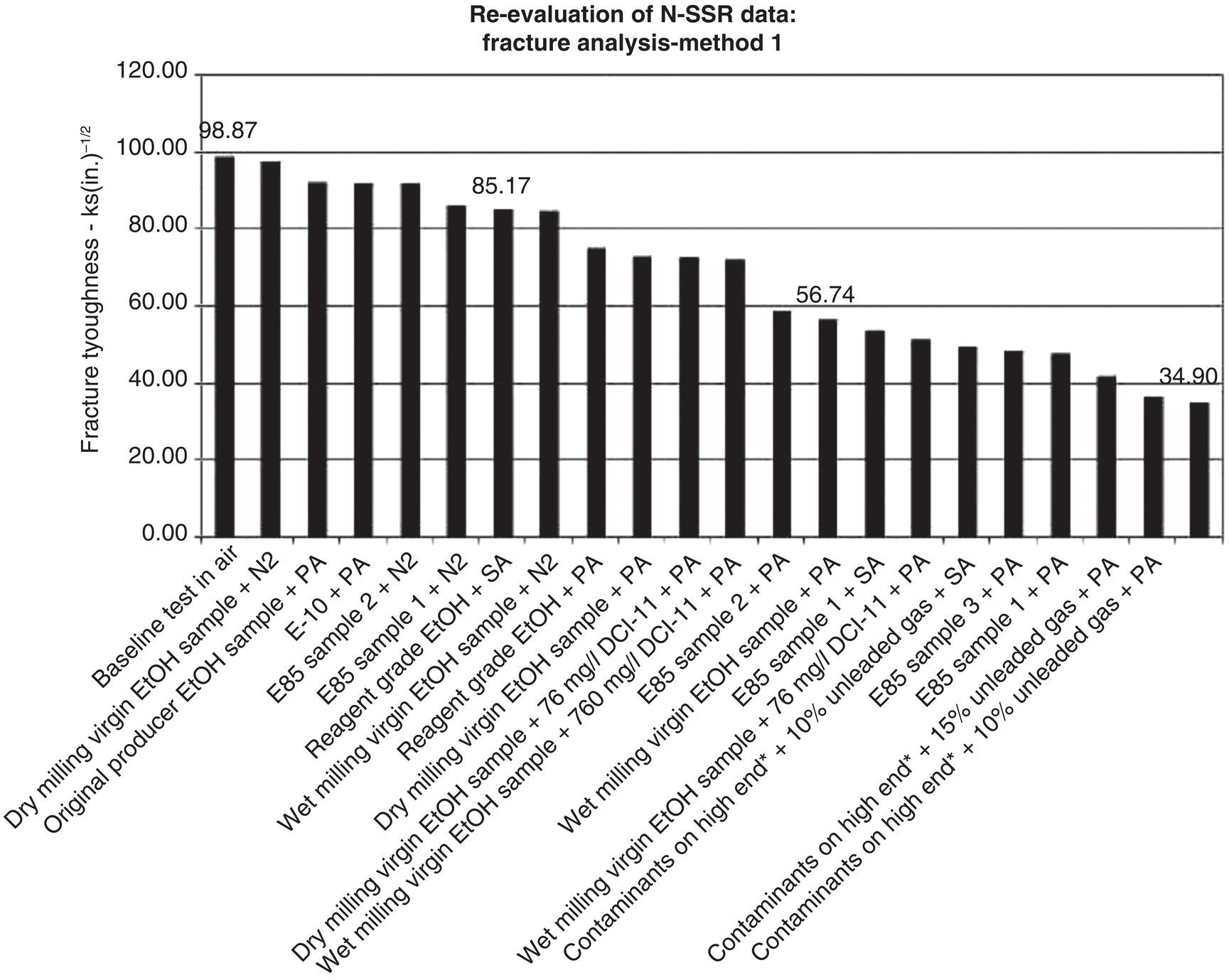
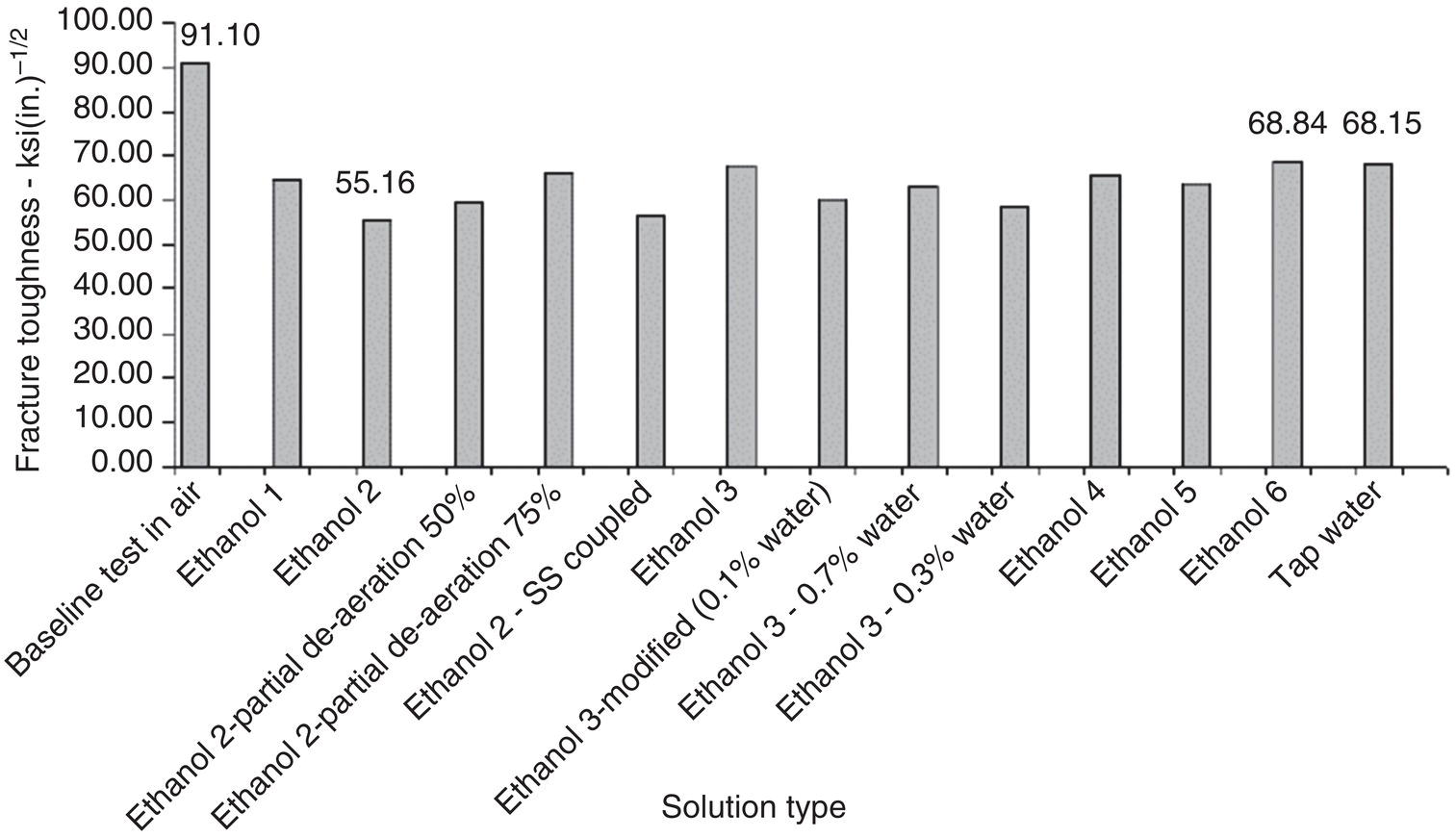
Russell D. Kane iCorrosion LLC, Houston, TX, USA Research and field experience with ethanol stress corrosion cracking (eSCC) has evolved a better understanding of the fundamentals of this environmental cracking phenomenon and its implications in fuel-grade ethanol (FGE) operations (e.g., facility piping, equipment, tanks, and pipelines) worldwide. The process of identifying and understanding this phenomenon began in 2003 with a meeting of representatives from oil companies, fuel ethanol producers, and technical organizations when eSCC was first identified in steel tanks, piping, and associated equipment used to handle and store FGE currently provided under specifications given in ASTM D4806 [1] and other international standards. The dilemma presented in 2003 was to explain the cause and key parameters behind the unexpected failures in steel equipment exposed to FGE and to identify its potential impact on the supply chain for fuel ethanol. The initial effort involved a review of service experience and the published literature and culminated in a research report [2] published by the American Petroleum Institute (API) and a supporting technical paper [3] that summarized the initial findings. Subsequently, updates to API 939D were issued in 2007 and 2013 with progression of the research, literature review, and field surveys [4]. The results of this work were utilized for the preparation of guidelines for the identification, repair, and mitigation of eSCC in steel equipment used in fuel ethanol service, which were originally issued in 2008 and updated in 2013 [5]. The major findings of this work indicated that the failures in ethanol-handling equipment, tanks, and piping were the result of eSCC and are given as follows: In eSCC, as in all situations involving environmental cracking, the following three primary variables come together to define the severity of the cracking response: (1) environment, (2) metallurgical condition, and (3) stress. This is shown schematically in Figure 59.1. The situation for eSCC is similar, with specific parameters in each area having greater/lesser roles in the cracking process. The major parameters in each category are summarized as defined by laboratory and/or field studies. In the Unites States, the chemical makeup of FGE is defined by ASTM D4806, which is shown in Table 59.1. As per this specification, FGE contains up to 1 vol% water, up to 56 mg/l acidity as acetic acid, and (per its most recent revision in 2009) the level of inorganic chlorides has reduced to 8 mg/l maximum from 32 mg/l in the earlier versions of this standard. The pHe (analogous to pH in aqueous solutions, but neutral in ethanolic environments being around 8.5) ranges from 6.5 to 9. Within the specification limits of ASTM D4806, none of the variables have been found to conclusively correlate with the occurrence of eSCC in field failures. Figure 59.1 Schematic representation of the three primary factors causing environmental cracking (such as stress corrosion cracking). However, through laboratory testing, certain environmental variables have been found to control susceptibility of steel to eSCC. FGE is handled without procedures designed to exclude ambient air, which contains approximately 20 mol% oxygen. Therefore, FGE should be considered to contain substantial dissolved oxygen, and it can have levels up to 60–80 parts per million (ppm) dissolved oxygen when saturated with ambient air. The results of laboratory studies have shown that susceptibility to eSCC was only found in aerated ethanolic media, not in deaerated solutions [6]. Recent laboratory studies show that the level of aeration needed to sustain stress corrosion cracking (SCC) in ethanolic solutions is only a small percentage of ambient air saturation. Below this level of aeration, there appears to be no susceptibility to SCC. However, since most field equipment used for handling and storage of FGE are not designed to remove or exclude ambient air, it is presently difficult to utilize this key variable for control of eSCC in facilities. Additionally, in a pipeline, dissolved oxygen can be consumed by corrosion reactions, with the inner surface of the steel producing de facto deaeration. However, with FGE, there exists the combination for high dissolved oxygen content (up to 10 times that in water) and very low general corrosion rates (generally 0.01–0.1 mpy, with occasional excursions to 1 mpy under highly turbulent and aerated conditions). These low corrosion rates may not substantially reduce the concentration of dissolved oxygen in FGE inside a pipeline and excluded from ambient air, which maintains the potential for eSCC in pipeline applications. It appears from limited measurements that most systems handling FGE are in excess of 50% of ambient air saturation, thus providing ample aeration to promote eSCC initiation and support crack propagation in steel equipment. Laboratory tests have shown that steel can assume a range of corrosion potentials in FGE and synthetic FGE (SFGE) solutions depending on the composition of the solution and the level of aeration. The range of corrosion potential for eSCC of steel is at potentials between 0.0 and 350 mV (Ag/AgCl ethanol reference electrode), which are usually only obtained as a result of aeration of the solution [4, 5]. Table 59.1 Fuel-Grade Ethanol Specification as per ASTM D4806 Understanding and possibly controlling the corrosion potential of steel in ethanolic solutions, through chemical additions or galvanic interaction, is an area of ongoing development, as is the ability to conveniently and accurately measure potential in operating equipment in fuel ethanol service. Studies have shown that eSCC is affected only to a limited degree for most of the constituents of FGE in the allowable range cited in ASTM D4806. These variables include the following: pHe, acetic acid, methanol, and water contents. The only chemical variable defined in ASTM D4806 that appears to have an effect is the presence of chloride ions. As indicated in Figure 59.2, laboratory tests have shown that inorganic chloride (within the ASTM limit) causes increased eSCC severity in terms of crack density and velocity when evaluated using the slow strain rate testing technique [7]. Presently, the 2009 version of this standard reduced the level of inorganic chlorides to 10 ppm (8 mg/l). This may suggest that inorganic chlorides may be a factor in eSCC field failures. However, limited field examinations performed, thus far, of inorganic chloride levels in FGE lading or tank analyses have not shown a conclusive correlation in cases where eSCC has taken place. Most analyses examined show concentrations of chlorides to be below 2 mg/l. That said, there are many potential sources of extremely low-level chloride contamination that include seawater, road salts, and cleaning agents, to name a few. Figure 59.2 Influence of NaCl concentration on crack velocity and density for eSCC [7]. (From © NACE International 2010.) By far, the typical material utilized for transport, handling, and storage of FGE is steel. Carbon steels used in fuel ethanol service for piping and tanks include those classified under ASTM A36, ASTM A53, ASTM A106, and ASTM A516-70. Steels used in existing pipelines often include those defined under API 5L (e.g., X-42 and X-52) and higher strength grades (e.g., X-60, X-70, and X-80) for new construction. Based on surveys of field experience and laboratory testing programs, susceptibility to eSCC is not limited to any particular steel grade for conventional steels with ferritic/pearlitic microstructures. Numerous studies have indicated that eSCC in these steels initiates at hard nonmetallic (alumina and silicate) inclusions, particularly areas that have undergone yielding as a result of combined residual and applied stresses at or beyond the engineering yield strength of the material. Cast and wrought seamless steels had slightly lower eSCC crack growth rates, but all showed susceptibility to environmental cracking. There is some tendency for low-carbon pipeline steels to have a somewhat lower susceptibility to eSCC than the higher-carbon plate steels when tested using slow strain rate methods in laboratory-formulated simulated FGE solutions [2–4, 8]. Additionally, from the survey of field data, all grades of steel already mentioned have been shown to exhibit SCC under certain circumstances and, consequently no relationship has been identified between steel grade and susceptibility to eSCC based on field experience. Laboratory studies are in progress currently to examine the eSCC resistance of advanced steels with lower carbon content and processed by thermomechanical controlled processing (TMCP) techniques, which have predominantly ferritic and bainitic microstructures. Most field failures and leaks resulting from eSCC in steel equipment have been found to occur in non-post-weld heat-treated (non-PWHT) welded equipment. This cracking does not appear to be related to the weld metal or the heat-affected zone (HAZ) hardness of the weldments. Rather, cracking is usually initiated in the base metal adjacent to the weldment associated with the point of maximum residual tensile stress around the weldment. PWHT is usually recommended for increasing resistance to eSCC in welded equipment, where possible. The association of eSCC with the base metal adjacent to the weldment and regions of high tensile residual stress in non-PWHT welds indicates a strong relationship between eSCC and locally high levels of tensile stress in the steel. As such, no eSCC failures have thus far been reported in welded steels having undergone post-weld heat treatment (PWHT). The current guidelines for PWHT for prevention of eSCC as found in API Tech. Bulletin 939E involve heating to 611 °C (1150 °F) minimum and holding at this temperature for 1 h per 25 mm of metal thickness, or fraction thereof, with a 1 h minimum hold time. For cases where PWHT is not possible, ethanol immersion-resistant coatings have been utilized that act as a barrier between steel and FGE. Based on the aforementioned experience, high levels of tensile stress appear necessary to initiate eSCC. Fracture mechanics tests also indicate a similar association between eSCC, and a high level of stress is required for its initiation. Based on laboratory fracture mechanics tests, the stress intensity for eSCC of steels appears to be in the range of about 35 to slightly over 50 ksi(in.)−1/2 in steel for environmental conditions supporting eSCC [9, 10]. This range appears to apply for wet-milled US corn-based FGE and various SFGE blended in the laboratory to the ASTM D4806 specification (see Figure 59.3). eSCC has also been found to occur in non-welded steels, which have been plastically deformed (and which may have high tensile residual stresses) in small shop-built tanks and pipelines. Two occurrences of eSCC in pipelines have been documented in API surveys and include segments of pipelines involving a field bending and ancillary plant equipment used to handle FGE, which was cold-worked during fabrication [5]. These observations suggest that either the high tensile residual stresses or plastic deformation (or both) supports eSCC. Laboratory test data also support the association between plastic strain, high tensile stresses, and eSCC. Examination of slow strain rate tests that involve straining up to and beyond the material yield strength also shows that eSCC is limited to conditions of high stress at or beyond the yield strength of the material. Such tests show a reduction of the plastic deformation in a slow tension test, which results from the exposure of steel to FGE [4]. Interestingly, these studies also show that statically stressed specimens commonly used for laboratory SCC evaluation (e.g., tensile, C-ring, and U-bend geometries) have not shown the ability to reliably initiate eSCC, even when stressed beyond their yield strength. This suggests that dynamic or cyclic loading of components may accelerate eSCC in service. Figure 59.3 Critical stress intensity values (KISCC) as functions of ethanol conditions [9]. (From © NACE International 2009.) A total of 31 cases of eSCC have been reported in the API survey efforts conducted from 2003 through 2010 [5]. To date, none of the cases of eSCC have been reported in steel equipment at ethanol manufacturing facilities; all have been in the mid-stream and downstream portions of the FGE distribution system. A list of the documented instances of SCC from these API surveys and the relative percentages of applications that they represent are given as follows: Obviously, not all cases of eSCC can be, or have been, documented. It does show, however, that facility piping and tanks in mid- and downstream ethanol storage and handling operations are main locations of concern for eSCC failures, with only two cases of documented eSCC in pipeline service. There has also been a lone eSCC failure report in a small shop-built steel tank used to hold an E85 gasoline blend (85% ethanol). However, in this later case, the tank was severely cold-worked during fabrication and was previously used in waste oil service where it suffered pitting damage. In this case, eSCC initiated in the region that had experienced both cold working and pitting damage. Another potential aspect of the issue of eSCC may relate to the source of ethanol. It should be kept in mind that fuel ethanol in the United States is not sold water-free. Denatured ethanol with <0.5 vol% water is considered “anhydrous ethanol.” Ethanol with higher water content (up to 6 vol%) is usually referred to as “hydrated ethanol.” eSCC has occurred in FGE made to ASTM D4806 specifications with up to 1 vol% water and commonly ranges from 0.5 to 1.0 vol% water and is mostly derived from corn as its bio-feedstock (either wet or dry milled processes). Anhydrous ethanol with about 0.1 vol% water has very low propensity for eSCC of steel. Hydrated ethanol is uncommon in the United States but has been used as a fuel in Brazil. Brazil also produces anhydrous ethanol, which is used for blending into gasoline. Both anhydrous and hydrated grades of fuel ethanol produced in Brazil are made from sugarcane, and the amount of each product manufactured fluctuates with the price. Recent accounts indicate that the Brazilian market for fuel ethanol is dominated by anhydrous ethanol. There have been no documented experiences with eSCC in Brazil with either hydrated or anhydrous ethanol, despite over 20 years of research and use in Brazil. Laboratory SSR tests also show differences in eSCC severity based on ethanol feedstock and processing. Laboratory tests have also showed that steels tested in Brazilian anhydrous FGE samples (made from sugar cane feedstock) showed lower susceptibility (KIscc values from 55 to 68 ksi(in.)−1/2, as shown in Figure 59.4) [11] for eSCC than US wet milled corn (KIscc values from 40 to 45 ksi(in.)−1/2, as shown in Figure 59.3) [9]. The cracks produced by eSCC are typically branched and mostly intergranular (see Figure 59.5) [10]. However, they can also be transgranular or mixed mode, particularly if produced by laboratory slow strain rate tests that are characteristically high stress and employ post-yield straining to failure. This figure shows regions of intergranular cracking which are indicated by the arrows. While other environmental cracking mechanisms can cause predominantly intergranular cracking, none have been identified to be active in FGE or ethanol fuel blends. Visual inspection of equipment for SCC in many systems (including FGE) is difficult since cracks are tight and often filled with corrosion products. To confirm eSCC in steel equipment, a metallurgical analysis is recommended that includes metallographic sectioning and examination for confirmation of the cracking mode by comparison to examples of eSCC provided in API 939E. Figure 59.4 Critical stress intensity factors (KISCC) for N-SSR testing of carbon steel in Brazilian FGE [11]. (From © NACE International 2010.) Figure 59.5 Arrows indicate ethanol SCC of steel showing areas of intergranular fracture in Area F. Area B is the overload fracture (mostly quasi-cleavage) produced after SCC produced a critical size defect. (Photo by R. D. Kane.) Development of the guidelines for inspection for eSCC cited in API 939E was complicated since in most cases, the procedures used by many companies were not yet formalized. However, due to the similarity of eSCC to other forms of environmental cracking (especially, amine SCC), an attempt was made to combine documented procedures for eSCC inspection, which were combined with those provided in other API standards. For example, dry fluorescent magnetic testing (DFMT) used for tank inspection is not recommended for inspection of tight, corrosion product-filled cracks produced by eSCC. Wet fluorescent magnetic testing (WFMT) is typically a more sensitive and commonly used method for detecting surface-connected cracks, small discontinuities, and environmental cracking and has been used with success for eSCC detection. Shear wave ultrasonic testing (UT) methods have also been used for detection of SCC in equipment not amenable to internal inspection by WFMT. It is a useful technique where through-thickness propagation of cracking needs to be quantified. Other methods that may be applied to eSCC inspection include alternating current field measurement (ACFM), which is an electromagnetic technique that can be used to detect and size surface-breaking cracks in ferromagnetic materials such as steel and may be applied through thin surface coatings and corrosion products. Thus far, there has been no documented field experience with the eddy current (EC) method to detect eSCC, but it appears that it might prove useful in certain situations, if needed. In a recent occurrence of eSCC in a short pipeline carrying FGE, the cracking location was identified prior to leakage or failure by using hydrostatic testing. While this was the first reported case involving hydrostatic testing to identify eSCC, similar procedures are common in pipeline systems and are used to evaluate pipeline segments that can suffer external cracking due to high pH carbonate–bicarbonate SCC or near-neutral SCC. Pipeline operators have suggested that UT shear wave sensors may also be used for inline inspection (ILI) of pipelines for eSCC; however, the sensors need to be configured depending on the orientation of the cracks produced by SCC. Presently, most UT ILI tools are configured for longitudinal cracking, whereas the two cases of ethanol SCC found in pipelines, thus far, were cracks oriented circumferentially produced as a result of the residual tensile stress from bending. In cases where ILI crack inspections involve possible cracks in both longitudinal and circumferential orientations, multiple passes of ILI tools may be necessary [5]. The most commonly used approaches to mitigation of eSCC in steel equipment are of two categories: (1) reduce mechanical and/or residual tensile stresses in components, and (2) use of an ethanol-resistant barrier coating between the internal surface of steel equipment and FGE. Locations of high mechanical and residual tensile stresses are prime sites for initiation of eSCC. They potentially combine several factors key to cracking initiation and growth: Therefore, efforts should be taken to minimize high (and highly localized) tensile stresses and plastic strains, if at all possible. High mechanical tensile stresses and stress concentrations can occur as a result of subsidence, lap-seam welds, and poor component fit-up. High (near yield point) residual tensile stresses are usually present in non-PWHT welds. For new weld construction and repairs in FGE service, PWHT has been used to reduce susceptibility to eSCC through lowering of tensile residual stresses. These procedures have been mainly used in applications involving piping and equipment in ethanol storage and blending facilities where eSCC has been observed or is anticipated. It is recognized that under most circumstances for storage tanks and possibly pipelines, thermal stress relief procedures are impracticable or not possible, and coatings or other measures are the primary eSCC mitigation technique. The selective use of coatings has been successful in tanks exposed to FGE. They are used primarily on the bottom, lower wall, and roof components. Techniques for the use of coating and identification of ethanol-resistant coatings are given in API 939E. However, FGE and gasoline–ethanol blends are incompatible with many types of polymeric coatings. Therefore, selection of coatings for FGE should be based on long-term compatibility of the coatings (and specific formulations) with ethanolic environments under conditions of full immersion obtained from either laboratory or field tests or field service experience. Examples of the ethanol-resistant coating types often cited for this service include those composed of (1) novolac epoxy or (2) epoxy phenolic resins. It is best to check with the manufacturer of the coating to confirm chemical resistance to ethanol immersion. Other potential mitigation techniques have been identified in recent laboratory research studies on eSCC of steels. As mentioned previously, the presence of dissolved oxygen in FGE is important to maintaining conditions conducive for eSCC initiation and growth. Therefore, deaeration, while not widely used in industrial handling and storage of FGE, can be a technique for reducing susceptibility to eSCC of steel. Deaeration can be attained by use of inert gas purging, mechanical deaeration, or by the addition of chemical scavengers for dissolved oxygen. Alternatively, addition of chemical agents that increase the alkalinity of the ethanolic solution or provide inhibitive benefits specifically for eSCC can also be used (see Figure 59.6) [6]. It needs to be stressed that, while these chemicals have been shown to work in the laboratory, they need to be evaluated prior to use in service for their efficacy in mitigating eSCC and for conformance with end-use product specifications, and for any unintended issues that they may cause in the ethanol and fuel distribution systems, association processes, or in the final fuel blend used in combustion engines. Figure 59.6 Crack growth rate for ethanol SCC in SSR tests performed in SFGE compared with SFGE with chemical additives intended to reduce eSCC. (Air refers to baseline SSR tests performed in air with no SCC.) Sodium sulfite (SoS)—oxygen scavenger; ethylene glycol dimethyl ether (EGDME)—inhibitor; 2-metyoxyethanol (2-MOE)—inhibitor; diethanolamine (DEA)—inhibitor/pH modifier; hydrazine (HYD)—oxygen scavenger; and ethylene glycol (EG) [6]. (From © NACE International 2008.) Another potential avenue for eSCC mitigation is based on the reduced severity of ethanol SCC water concentrations in the ethanol in excess of the 1 vol% maximum amount specified in ASTM D4806 (see Figure 59.7) [12]. As shown in this figure, eSCC susceptibility in steels decreases rapidly in the range of 1–4 vol% in terms of depth of SCC crack penetration in laboratory slow strain rate tests. One potential issue with this approach is the separation of a water phase in gasoline–ethanol blends at low temperature, unless the water is removed from the ethanol before blending. Figure 59.7 Crack depth in SSR tests as a function of water content for an SFGE and one lot of corn-based FGE [12]. (From © NACE International 2010.) Much of the initial effort in understanding eSCC came from the petroleum refining sector that operates facilities used to store FGE and blend it into conventional gasoline blends (currently up to 10% ethanol). This initial effort focused on literature review, laboratory research, and field studies to define an environmental cracking process that reportedly had already caused a substantial number of field failures. It was also used to uncover key variables that may be incorporated into fabrication and/or operating practices, which could ultimately reduce the occurrence of or eliminate eSCC. More recently, the bulk of the work on eSCC has been aimed at eSCC as a potential damage mechanism in the pipeline distribution system for FGE and ethanol/fuel blends. The number of eSCC failures reported in pipelines has been very limited (only two documented at the time of this publication). However, as the supply of ethanol being transported via pipelines grows, the concern for the potential disruption of pipeline operations from eSCC is the obvious reason for the more recent studies. As such, many of the issues discussed herein, which can be used to minimize susceptibility to eSCC (e.g., deaeration, inhibitors, and chemical treatments), are of keen interest. The current investigations on eSCC have shifted emphasis from issues affecting refining storage and blending facilities to assessing the potential for eSCC (and methods of mitigation, if present) in the pipeline distribution system (including cyclic loading characteristic of liquid pipelines and corrosion fatigue) and the impact of microbiologically-induced corrosion (MIC) [13, 14] in equipment handling FGE and ethanol/fuel blends. Laboratory Techniques, Environmental Variables and eSCC Crack Propagation Measurement of Oxygen in FGE
59
Stress Corrosion Cracking of Steel Equipment in Ethanol Service
59.1 Introduction
59.2 Factors Affecting Susceptibility to Ethanol SCC
59.2.1 Environmental Variables in FGE
59.2.1.1 Oxygen
59.2.1.2 Corrosion Potential
Property
Units
Specification
ASTM Designation
Ethanol
%v min
92.1
D5501
Methanol
%v max
0.5
–
Solvent-washed gum
mg/100 ml max
5.0
D381
Water content
%v max
1.0
E203
Denaturant content
%v min
1.96
D4806
%v max
5.00
Inorganic chloride content
ppm (mg/l) max
10 (8)
E512
Copper content
mg/kg max
0.1
D1688
Acidity as acetic acid
%m (mg/l)
0.007 (56)
D1613
pHe
–
6.5–9.0
D6423
Appearance
Visibly free of suspended or precipitated contaminants (e.g., clear and bright)
59.2.1.3 Impurities
59.2.2 Metallurgical Variables
59.2.2.1 Steel Grade/Composition
59.2.3 Mechanical Variables
59.2.3.1 Tensile Stress
59.2.3.2 Plastic Strain and Dynamic Stress
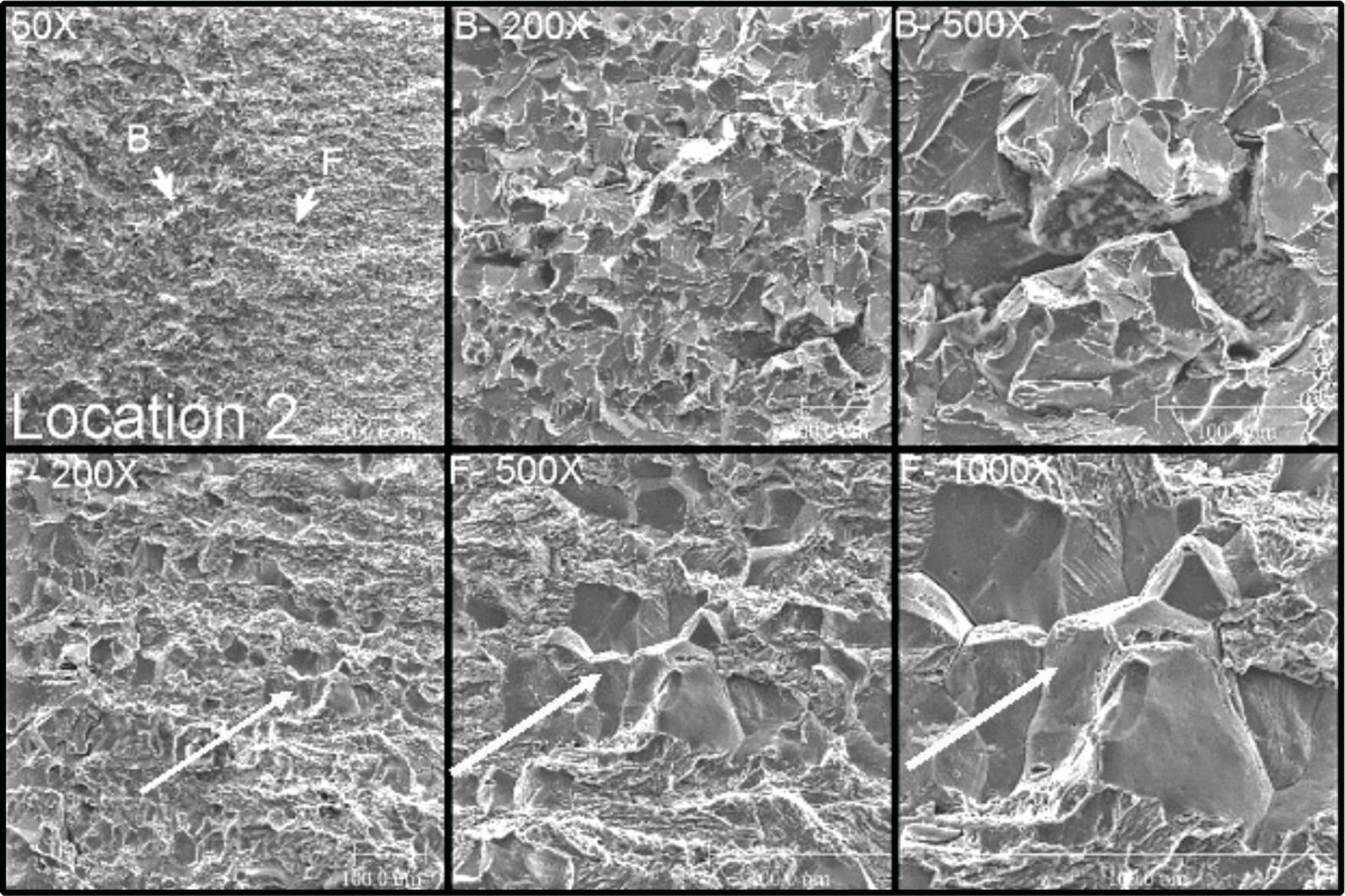
59.3 Occurrences and Consequences of eSCC
59.4 Guidelines for Identification, Mitigation, and Repair of eSCC
59.4.1 Identification
59.4.2 Inspection
59.4.3 Mitigation
59.4.3.1 Stress Reduction and Post-Weld Heat Treatment
59.4.3.2 Coatings
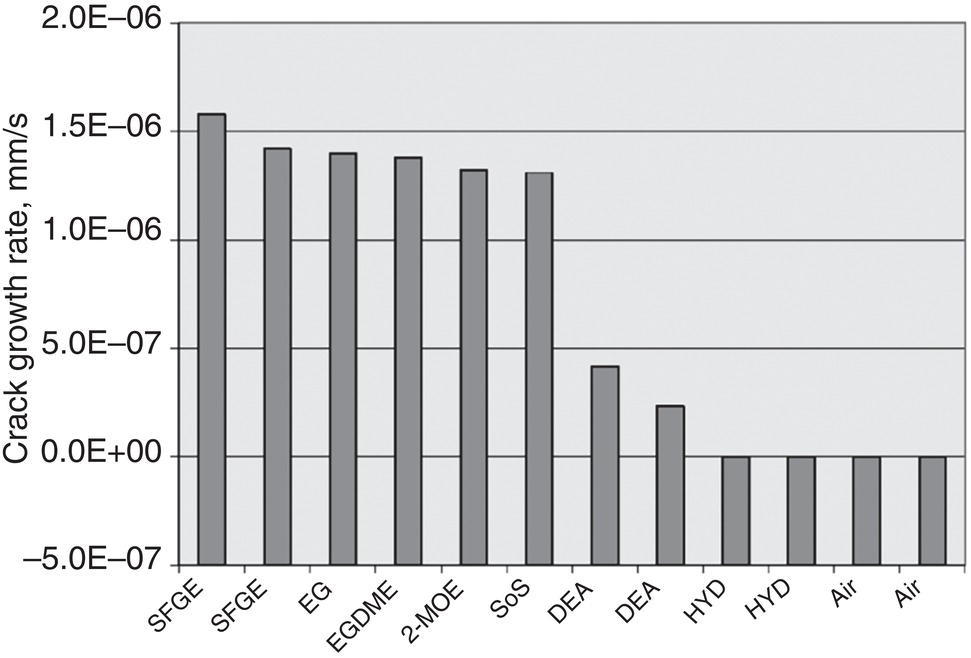
59.4.3.3 Other Potential Mitigation Techniques
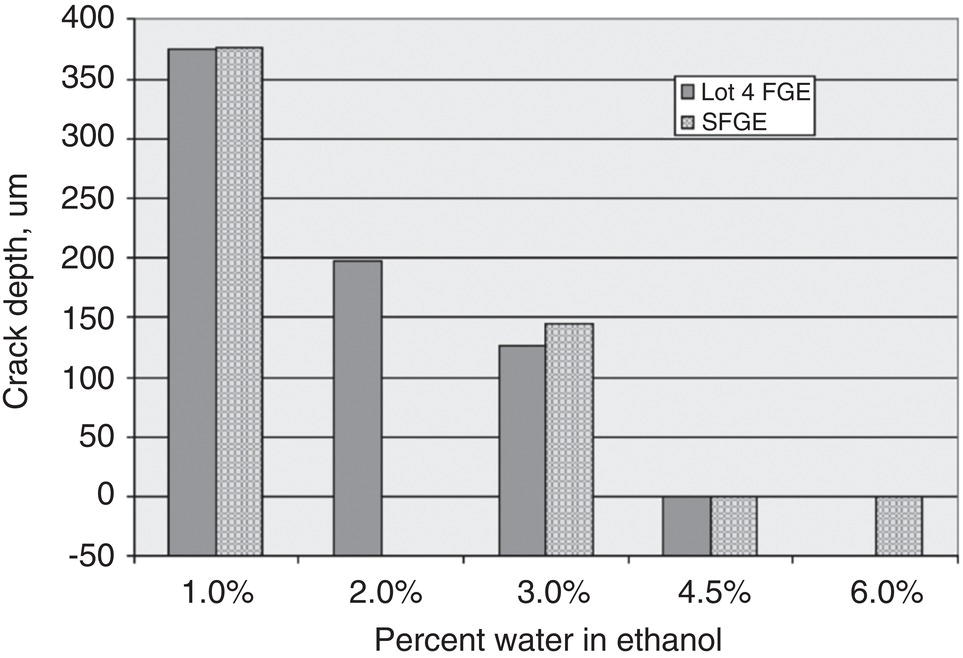
59.5 Path Forward
References
Bibliography of Additional ESCC Papers
Note